

Способы
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
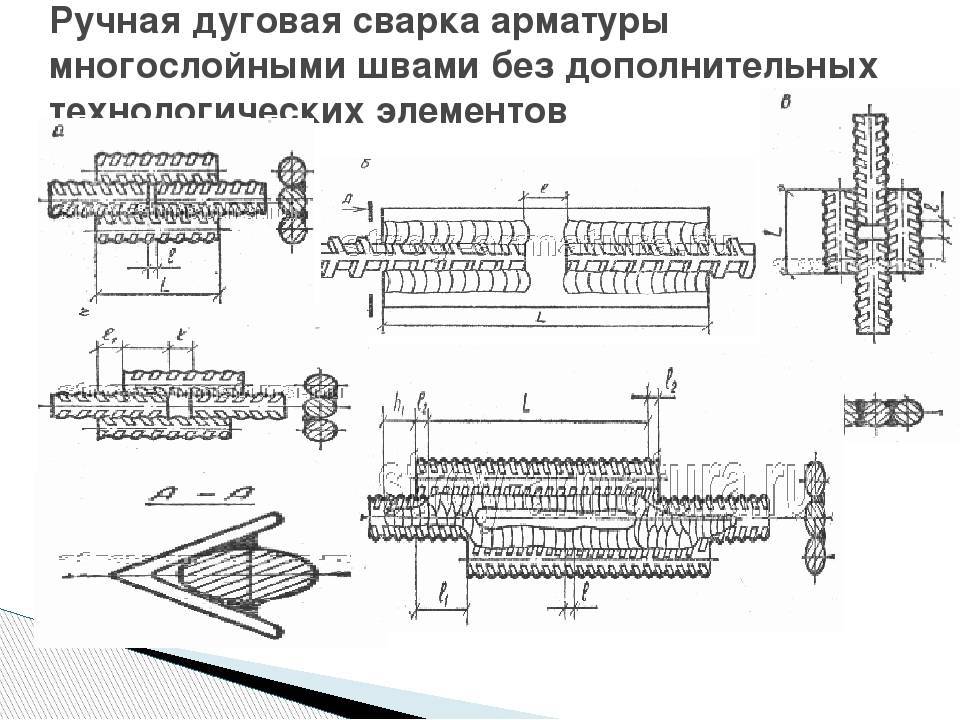
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток – соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

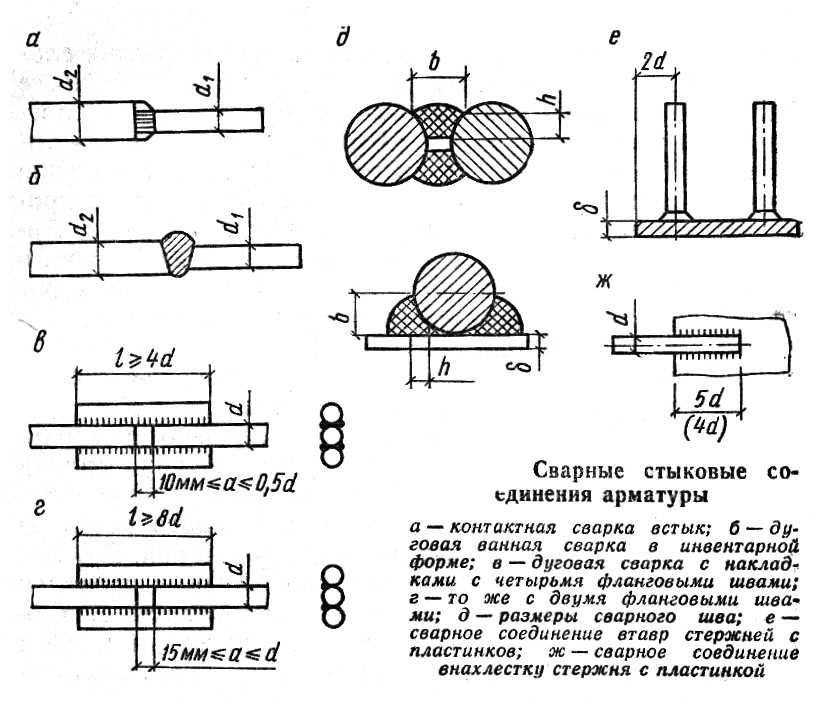
Внахлест
Следующий метод – сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой – снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.

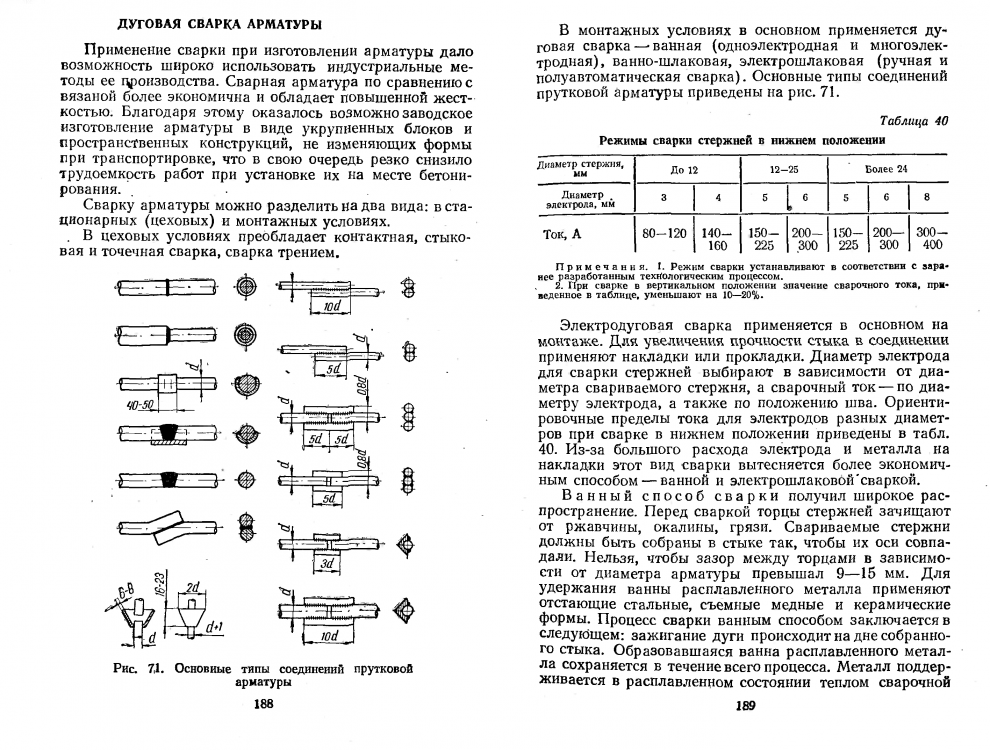
Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. – электроды диаметром 5 мм.
Важно! Данная технология не применяется для сваривания стали, диаметр которой превышает 20 мм
Встык ванным способом
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.

Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа – возможность работы с арматурой большого диаметра – 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Основные способы сварки
На сегодняшний день существует несколько способов соединения элементов арматурных каркасов при помощи сварки:
- электродуговая сварка;
- контактная стыковая сварка;
- контактная точечная сварка;
- сварка продольными швами;
- ванная сварка.
Электродуговая сварка

Электродуговая сварка обеспечивает надежное соединение между собой стержней, изготовленных из различных типов стали. Она используется обычно на относительно небольших участках арматурных каркасов и не используется для соединения крупных массивных элементов конструкции.
Контактная стыковая сварка
Контактный стыковой метод сварки используется для прочного соединения стержней каркасов, имеющих различный диаметр. Данный способ требует существенного расхода таких материалов, как металл на швы и электроды. По этой причине он используется только в самых крайних случаях.
Контактная точечная сварка
Контактная точечная сварка используется тогда, когда существует необходимость в соединении между собой металлических прутьев, диаметр которых составляет между собой более 50 мм. Данный метод предполагает относительно небольшие финансовые затраты и небольшой расход материалов. Но поскольку по степени надежности он существенно уступает стыковой сварке, используется точечная сварка только с очень малогабаритными элементами конструкциями небольшого веса.
Сварка продольными швами
Сварка продольными швами применяется для соединения тяжеловесных элементов арматурной каркасной конструкции. Такой метод сварки является очень затратным, потому используется только в самых крайних случаях.
Ванная сварка
Ванная сварка представляет собой наиболее предпочтительный способ соединения элементов арматурных каркасов. Данный вид соединения осуществляется посредством специальных накладок. Электроды и металл на стыках при этом требуются в минимальных количествах, что позволяет сэкономить, и при том достаточно ощутимо.
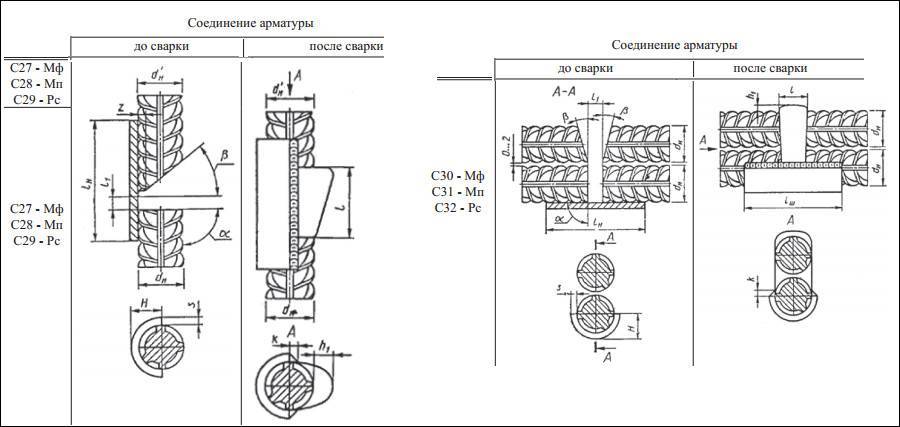
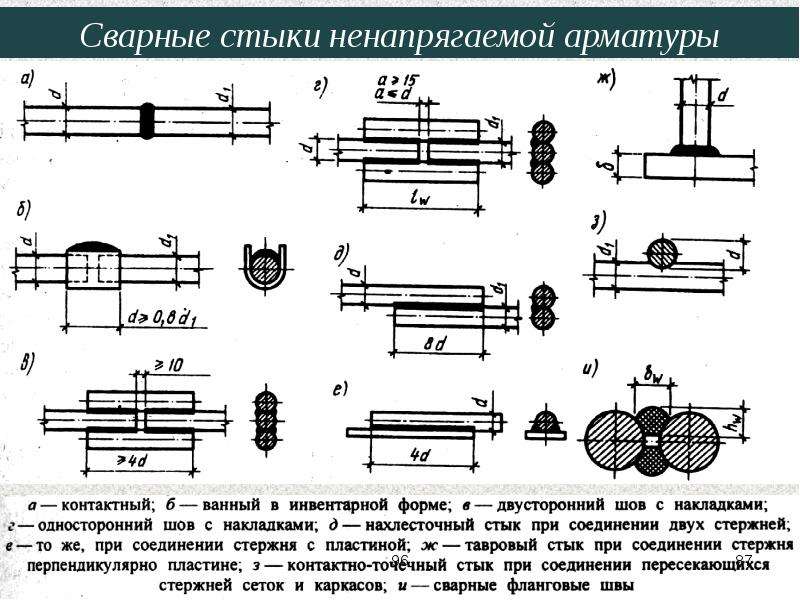
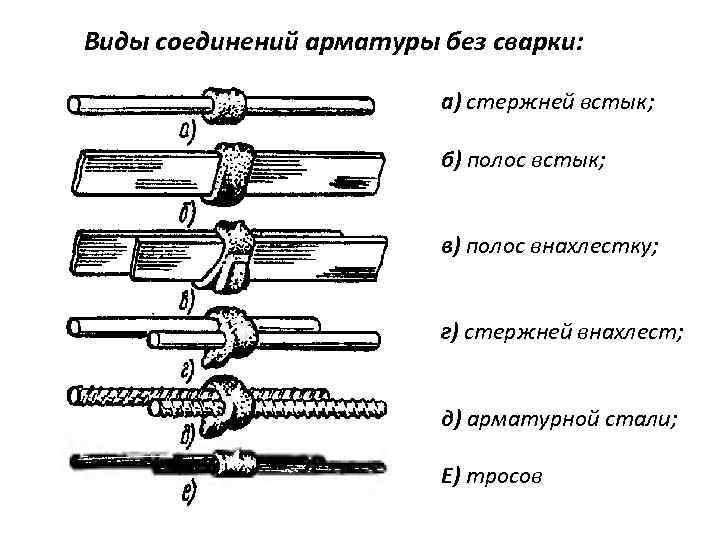
Экономическая оправданность ванной сварки доказана уже достаточно давно. И в последние годы многие строительные компании массово переводят своих работников на использование именно данной методики. Что касается сварных соединений стержней арматуры, по ГОСТу 14098-91 они могут быть следующих типов:
- стыковые;
- нахлесточные;
- тавровые.
Качество работы
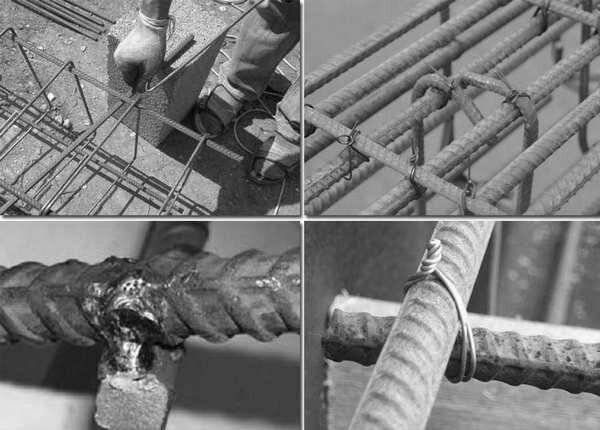
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва. Правила ГОСТ не дают точных указаний относительно проведения проверочных работ
Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор. Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
- Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.

Технология сварки ванным способом
В основном проводится ванная сварка арматуры. Свое название она получила благодаря использованию в технологии расплавленного металлического сплава, находящегося в ограниченной концами соединяемых деталей и накладкой в виде скобы области. Это напоминает ванну, наполненную водой. Жидкий металл состоит из расплавов электрода и соединяемых концов изделий.

Накладки в виде скоб используются для того, чтобы расплав не мог растекаться во время проведения сварки. Дополнительно с торцов скобы устанавливаются ограничители, обеспечивающие защиту от растекания шлаковой фракции по поверхности стержня. Скобы–накладки и ограничители производятся из низкоуглеродистых сталей. После выполнения работ они остаются в области шва. Применяют также съемные ванночки для сварки арматуры, выполненные из медных сплавов (кроме латуни и бронзы), а также керамические и графитовые. Они являются формами многоразового использования.






Выполняется сварка с помощью одного электрода или несколькими соединенными пластиной электродами (гребенкой) или электродным держателем

Ванночка для сварки арматуры
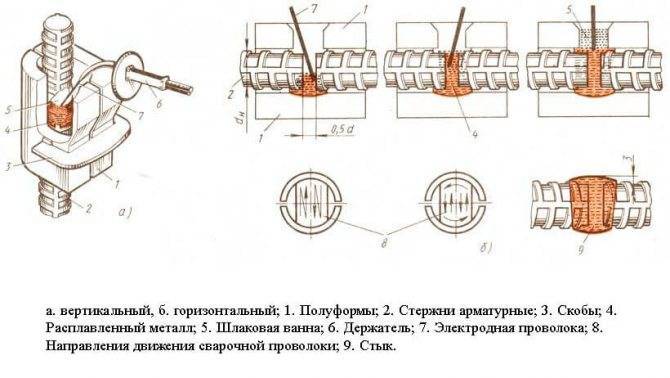
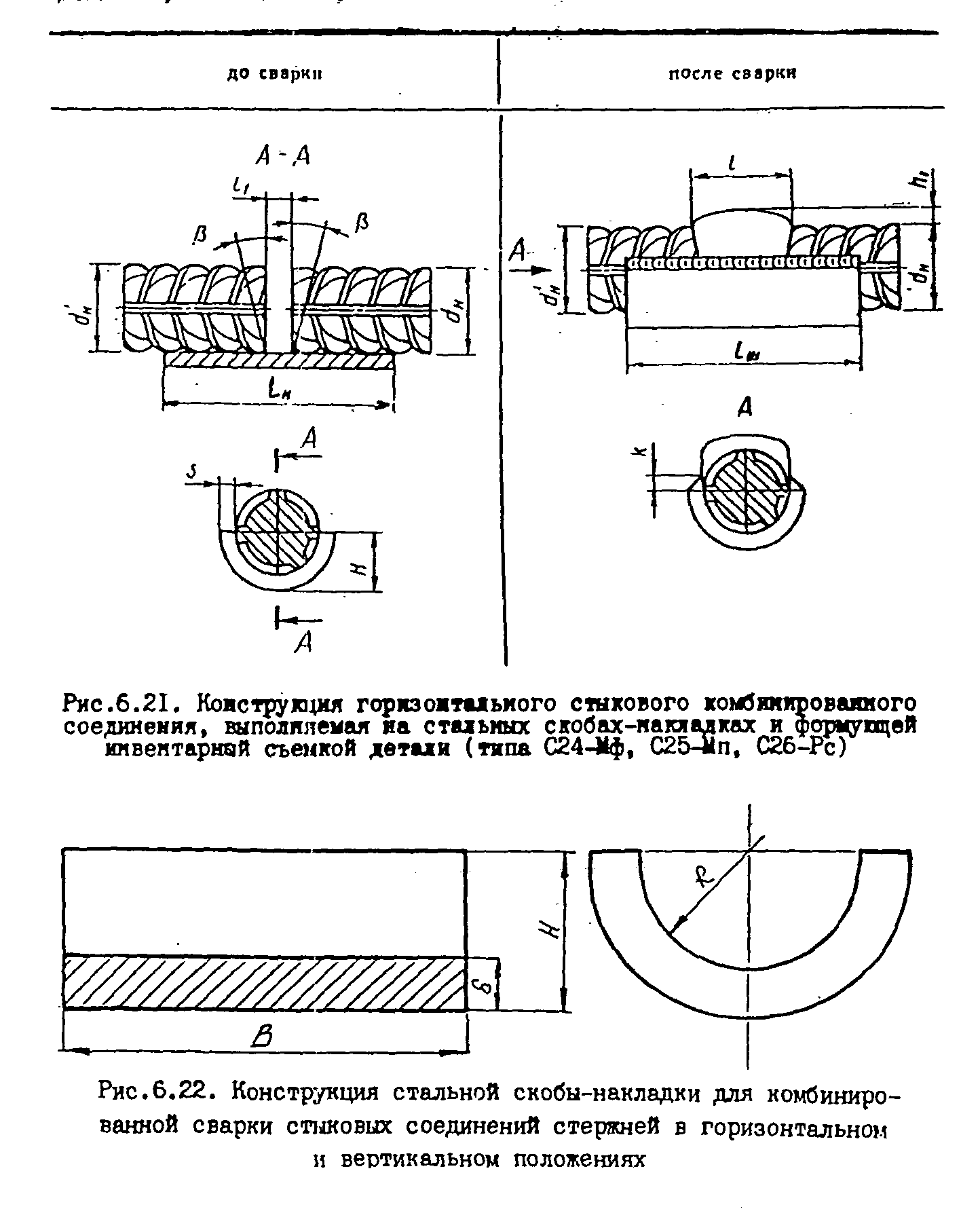
Технология позволяет стыковать горизонтально, наклонно и вертикально расположенные стержни.
При горизонтальном расположении изделий для создания ванны стальную скобу приваривают к области соединяемых арматурных стержней в месте их стыка.
Расстояние между свариваемыми торцами изделий должен составлять 1,5-2 диаметра используемых электродов с покрытием.
При соединении вертикально расположенных стержней применяют штампованную стальную форму, которую приваривают к торцу изделия, расположенного снизу. Затем производят расплавление его сечения с помощью дуги. После этого торец верхнего стержневого элемента прихватывают к расплавленому нижнему сечению и продолжают дальнейшее расплавление соединяемых частей. Происходит постепенное заполнение формы образующимся общим расплавом.
Сварочное соединение арматуры

Сварка сеток и каркасов Сварка арматуры для фундамента считается более трудоемкой технологической операцией, чем связывание отдельных стрежней. Такой способ создания арматурных единых конструкций будет оправдано, если варить арматуру для конструкции фундамента в заводских условиях. Если к несущему основанию здания при увеличенных нагрузках предъявляются повышенные требования прочности, специалисты советуют применять сварные металлические сетки и каркасы. Свариваемые стержни соединяются методом контактной сварки на специальном оборудовании – монтажных сварочных столиках квалифицированными сварщиками с опытом работы.

Сварочный станок для контактной сварки
Этапы сварки арматуры
Процесс создания арматурных сеток и каркасов производится в специальных цехах поэтапно:
- Вначале производится заготовка материалов и проверка их качества.
- Стальные заготовки арматуры очищаются от коррозии, грязи и после этого размечаются и нарезаются по рабочим схемам и чертежам.
- Из отдельных стержней собирается плоская арматурная конструкция и слегка прихватывается сваркой.
- Плоские арматурные элементы с помощью специальных устройств — кондукторов устанавливаются друг над другом на расчетном расстоянии строго вертикальном положении.
- На следующем этапе соединяемые элементы предварительно связываются.
- Еще раз происходит сверка положения арматурных стержней по рабочим схемам.
Завершающим этапом будет окончательная контактная сварка изделий.
При выполнении технологической цепочки по сварке арматуры фундамента непосредственно на стройплощадке следует помнить, что потребуется специальное оборудование для электродуговой инверторной сварки.
Положительные и отрицательные стороны сварки
Сваренные в заводских условиях фундаментные конструкции из арматуры значительно сокращают сроки строительства и позволяют быстро проводить монтажные работы по установке каркасов и сеток в тело фундамента. К положительным характеристикам сварных изделий можно отнести:
- Увеличение жесткости готовых пространственных модулей.
- Создание прочного и надежного основания, способного воспринимать значительные увеличенные нагрузки.
Сварные арматурные элементы нельзя применять в районах повышенной сейсмичности, а также на сложных грунтовых основаниях с длительными процессами усадки. Именно эта отрицательная сторона сварных соединений значительно ограничивает область их применения.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
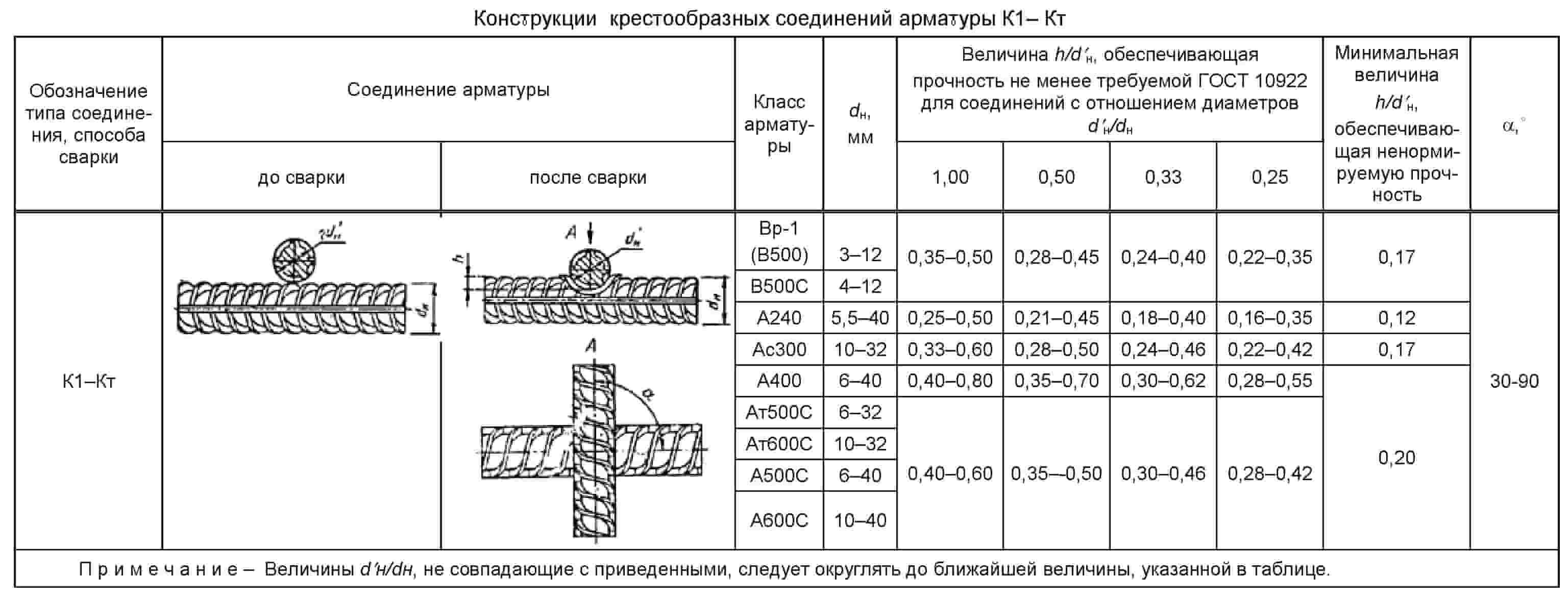
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод
Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Использование ванночек
При подготовке к работе необходимо уметь правильно подобрать ванночку. Это можно сделать, основываясь на визуальных особенностях соединения. Такие ванночки нетрудно найти в продаже в специализированных магазинах. Их могут производить литым или штампованным способом, но при этом особой разницы в эксплуатационных свойствах не будет.
Ванночки могут применяться однажды или многократно. Первую разновидность делают из стали. В процессе выполнения ванной сварки арматуры — это приспособление приваривают к пруткам, что увеличивает прочность соединения. Недостатком этого варианта является необходимость для каждого раза покупать новую деталь.
Устройство сварочной ванныИсточник burforum.ru
Многоразовые делают из меди или графита. При их применении приваривают только концы прутов друг к другу. Ванночка служит барьером, ограничивающим растекание расплавленных веществ. После окончания использования и остывания её отсоединяют для того, чтобы применить впоследствии. Такое приспособление стоит существенно дороже по сравнению с одноразовым, однако его можно применять до 150 раз.
Многоразовые детали при сварке арматуры ванным способом могут быть сделаны в виде расширяющего раструба или в форме двух симметричных половинок. В этом случае необходимо загерметизировать промежутки между ванночкой и прутками для того, чтобы во время работы расплав не вытекал.
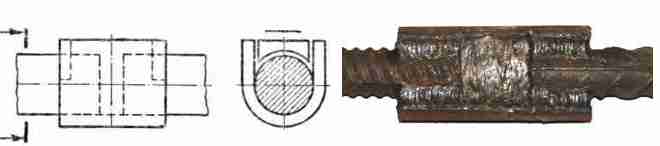
Стыковка арматуры с помощью ванночекИсточник uep.dn.ua
Для ванной сварки арматуры и колонн приспособление из листового металла можно изготовить самостоятельно. Для этого достаточно вырезать кусок нужного размера и согнуть его в U-образную форму.
Также могут применяться элементы с резьбовыми соединениями. В этих случаях на стержнях нарезают избу. У ванночки поверхность составляет примерно три четверти круговой. У неё внутри также имеется резьба. В этом случает детали можно надёжно зафиксировать. Такая ванночка является одноразовой.
Медные многоразовые формы для сваркиИсточник partia-service.ru
Преимуществом такого варианта является простота соединения деталей. В качестве недостатка можно рассматривать необходимость наличия резьбы. Если её нет, то потребуется произвести её нарезку.





Графитовые ванночки для сваркиИсточник rynokdoma.ru
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
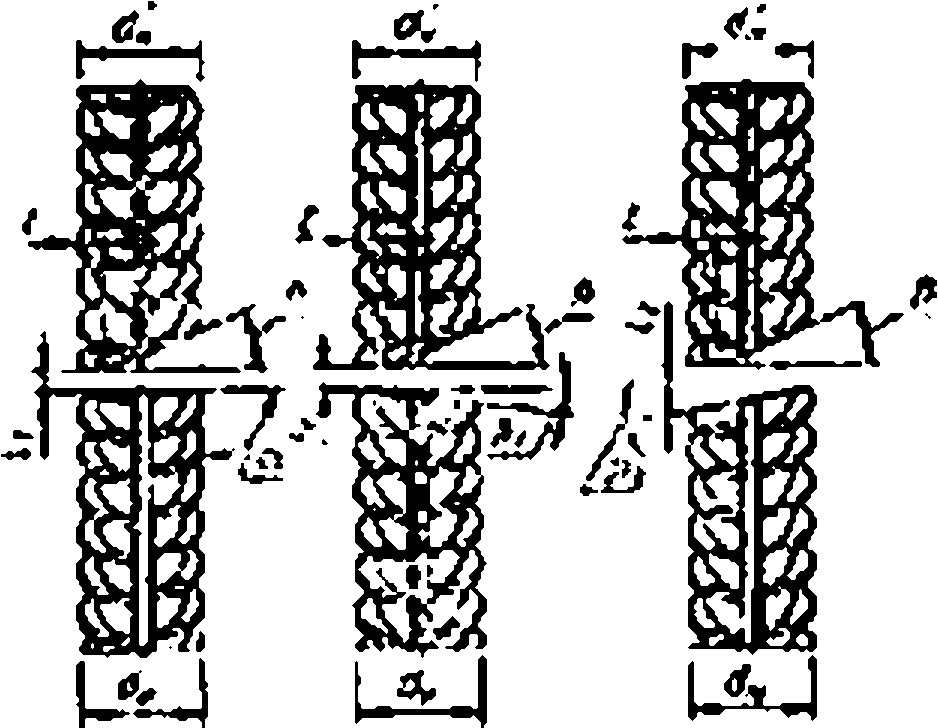
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями
Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Плюсы и минусы сварочных работ
Перед тем, как остановиться на одном из способов армирования фундамента для строящегося здания, еще на проектной стадии следует рассмотреть сильные и слабые стороны каждого из них. Из преимуществ сварки для соединения арматурных элементов сразу же можно отметить их быстроту и получение более прочного, нерушимого каркаса. Этот способ является наиболее оптимальным при возведении крупных, габаритных объектов, к примеру, производственных помещений различного характера. Однако сварка арматуры для фундамента имеет и свои минусы, о которых рассказывается ниже.
- Крайне не рекомендуется специалистами использовать сварочное соединение арматуры в зонах с повышенной сейсмической активностью, либо на подвижных грунтах (к которым, кстати, относятся и сыпучие). Слишком подвижные почвы неизбежно со временем дадут усадку произведенного данной методикой фундамента. Из-за нее жесткие сварные соединения в конструкции может разорвать. В такие условиях рекомендуется использовать проволоку и способ соединения арматуры – вязку: она скрепляет каркас относительно подвижно, прочно, но дает возможность элементам фундамента в определенных границах смещаться даже при ощутимых сдвижках грунта. Такое ограничение существенно уменьшает область применения сварки при закладывании несущих конструкций зданий.
- Процесс сварки влияет и на соединяемые элементы. На арматуру воздействует очень высокая температура. В результате происходит некоторое разрушение структуры металла в местах проведения сварочных работ, что негативно сказывается на общей жесткости и прочности самого каркаса.
Тем не менее, сварка все же остается ведущим способом оборудования фундаментов под большие здания.
Как выполнять ванную сварку
Соединяемые заготовки очищают от грязи и ржавчины. В противном случае шов будет иметь много дефектов.
Необходимое оборудование
Используют следующее:
- Сварочный аппарат переменного или постоянного тока.
- Кондуктор, струбцины или иные приспособления для неподвижной фиксации заготовок.
- Ванночки из стали, меди, керамики или графита. Первая разновидность является одноразовой. Существуют формы 2 типов – для вертикальных и горизонтальных соединений.
- Плавящиеся электроды. Наилучшее качество обеспечивают расходники с покрытием основного типа (фтористо-кальциевым), например УОНИ-13/45. В такой обмазке нет органических веществ, поэтому расплав не насыщается водородом. Начинающим будет сложно работать с этими расходниками. Им лучше воспользоваться рутиловыми МР-3, АНО или аналогичными.
- Баллон с инертным газом. Защищает металл шва от окисления в случае применения тугоплавкого электрода (сварка полуавтоматом и автоматом).
Рекомендуем к прочтению Описание процесса термитной сварки

При ванной сварке используют сварочный аппарат постоянного или переменного тока.
В качестве аппарата можно применять самый простой сварочный трансформатор. Более удобен в работе инвертор. Он обладает следующими преимуществами:
- Малыми размерами и весом. Масса устройства составляет всего 3 кг. Уменьшение габаритов трансформатора обусловлено применением специальной схемы, увеличивающей частоту переменного тока до 40-60 кГц.
- Высоким значением напряжения холостого хода. Это облегчает розжиг дуги, что особенно необходимо при использовании электродов с основной обмазкой. Из-за присутствия фтора она затрудняет горение.
- Наличием дополнительных функций, облегчающих розжиг и поддержание дуги («горячий старт», «форсаж разряда», «антизалипание»).
- Высоким КПД.
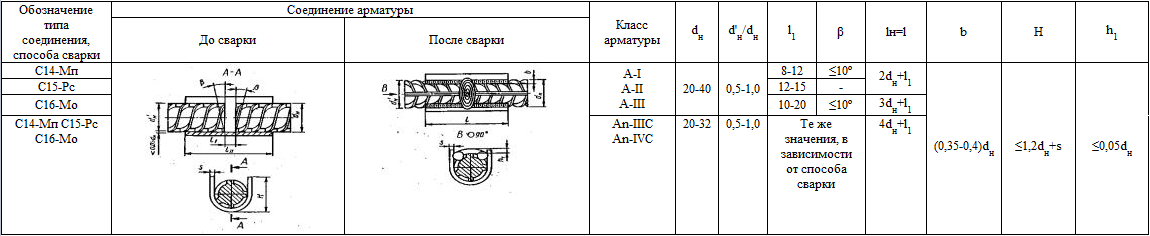
Используют ванночки:
- Одноразовые стальные марок С14-Мн, С16-Мо, С15-Рс.
- Керамические.
- Из графита марок ЭЭГ, ЭГО, ГМЗ, ППГ, ЭГ1.
- Из меди М1 или М2.
Применение многоразовых накладок дает двойной эффект:
- снижается расход стали на каждый стык;
- обеспечивается большая толщина защитного слоя бетона, в то время как при наличии стальной формы она сильно сокращается.
Выбор режима
Основными параметрами режима сварки являются:
- диаметр расходника;
- сила тока.
Первую величину подбирают по размеру заготовок. Данные для ванного способа отражены в таблице:
| Диаметр свариваемых стержней, мм | Диаметр электрода, мм | Сварочный ток, А при положительной/отрицательной температуре воздуха |
| 20 | 5 | (225-235)/(250-260) |
| 22 | (235-250)/(260-280) | |
| 25 | (250-270)/(280-300) |
Параметры для ванно-шовной сварки – рекомендуемые и допустимые:
| Диаметр свариваемых стержней, мм | Диаметр электрода, мм | Сварочный ток, А при положительной/отрицательной температуре воздуха |
| 36-40 | 6(5) | 300(275)/330(300) |
| 50-55 | 6(5) | 330(300)/360(330) |
| 60 | 7(6) | 420(400)/450(430) |
| 70 | 8(6) | 500(450)/540(470) |
| 80 | 8(6) | 500(450)/550(480) |
Примечание: в скобках указаны допустимые значения.
Особенности технологии ванного способа
Сваривание ванным способом обеспечивает возведение прочных армированных конструкций при значительной экономии металла и трудозатрат.
Наибольшее распространение в отечественной промышленности получили разновидности ванной сварки:
- Ручная сварка в стальной скобе методом с трехфазной и однофазной дугой;
- Полуавтоматическое сваривание ванным способом в керамической форме;
- Автоматическая сварка стыков в медной форме с использованием шлака.
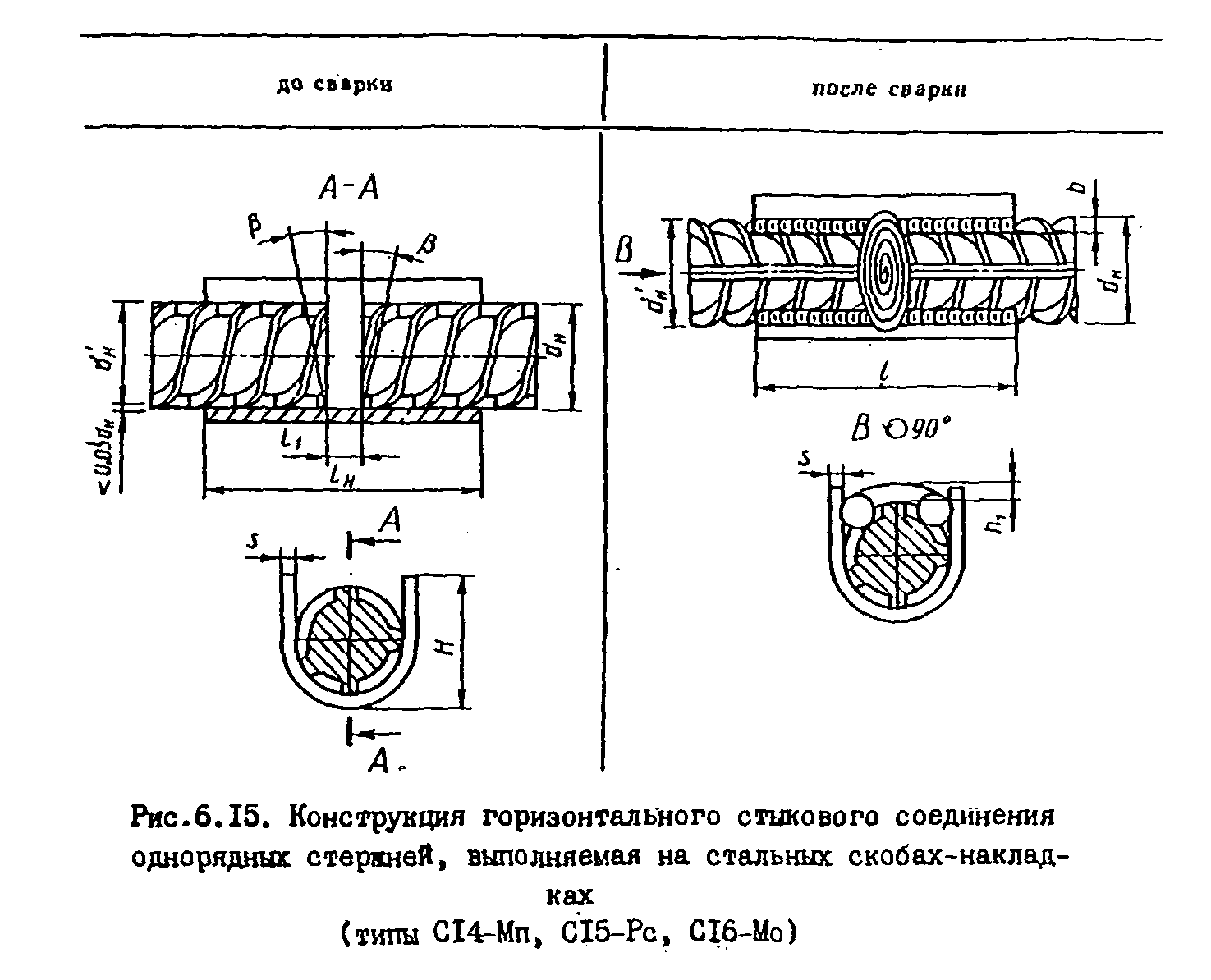
 Формы для ванной сварки
Формы для ванной сварки
Ванная сварка горизонтальных и вертикальных стыков имеет свои особенности. Стоит отметить, что наибольшее распространение получил первый метод, как менее затратный.
При сварке горизонтально расположенной арматуры применяются стальные формы – ванны, имеющие форму скобы. Для вертикальных – усеченный конус. Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла. От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Качественная сварка этим способом может быть обеспечена лишь при правильной предварительной подготовке торцов металлических стержней:
- Зачищаются жесткой металлической щеткой концы прутков от окалины, грязи или коррозии;
- Торцы прутьев размещаются соосно, зазор между ними не должен превышать полтора диаметра сварочных стержней.
Такой точности можно добиться, если для стыковки концов применять специальные кондукторы, фиксирующие расположение арматуры в течение всей сварки.
 Кондуктор для сварки арматуры
Кондуктор для сварки арматуры
Ванное сваривание требует токов с большими величинами – до 450 А, при использовании электродов, имеющих диаметр 5-6 мм. Пониженная температура воздуха увеличивает эту норму еще на 10%.


 Сварка горизонтальных стыков
Сварка горизонтальных стыков
При сварке швов вертикально расположенных прутков в качестве ванны используется штампованная металлическая форма. Ее приваривают к нижнему пруту арматуры и используют без присадок.
Затем верхний прут с помощью кондуктора стыкуется с нижним и фиксируется. После этого в форму направляется наплавленный горячий металл. Для выпуска шлака в форме с помощью электрода прожигается отверстие, которое затем снова заваривают.
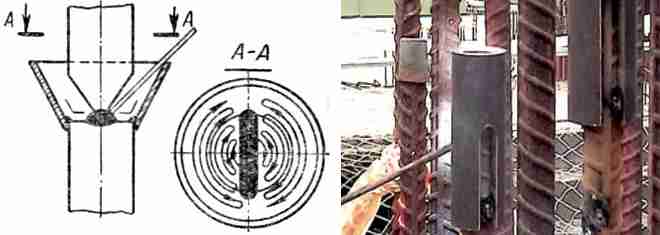 Сварка вертикальных стыков
Сварка вертикальных стыков
Арматура муфтовая

Одним из наиболее распространенных в технике является муфтовое соединение арматуры.
Его применяют для различных типов арматуры малого и среднего диаметра, работающих при низких и средних давлениях, корпус которых изготовлен из чугуна или сплавов цветных металлов. Если давление высокое, то предпочтительнее использовать цапковую арматуру.
В присоединительных патрубках муфтовой арматуры резьба находится с внутренней стороны. Как правило, это трубная резьба ─ дюймовая резьба с мелким шагом. Ее формируют различными способами ─ накаткой, нарезкой, штамповкой
Важно, что при мелком шаге резьбы высота зубьев не зависит от диаметра трубопровода
Снаружи присоединительные концы оформляют в виде шестигранника, чтобы было удобно пользоваться ключом.
Слово «муфта» пришло в русский язык из немецкого, а, возможно, из голландского языка, где mouw означает рукав. Муфта, как и клапан, — пример того, как портняжное дело и производство трубопроводной арматуры используют каждый в своей специальной терминологии одинаковые по звучанию, но несущие разную смысловую нагрузку слова. В технике муфтой называют не рукав, а короткую металлическую трубку, обеспечивающую соединения цилиндрических частей машин.
Мелкая резьба муфтового соединения плюс использование специальных вязких смазок, льняных прядей или фторопластового уплотнительного материала (ленты ФУМ) гарантируют его высокую герметичность. Муфтовое соединение не требует использования дополнительных крепежных деталей (например, болтов или шпилек, как во фланцевом соединении). Но нельзя не учитывать, что наворачивание муфты на резьбу с уплотнением требует немалых усилий, тем больших, чем больше диаметр трубопровода.
Технология сварки арматуры
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки — если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.

Схема сварки арматуры.





